天津友發螺旋鋼管 聯系我們
信賴之選--專業專注于鋼管行業
嚴格把關產品質量,打造螺旋管行業標桿!
 銷售服務熱線:
銷售服務熱線:
13821538517
嚴格把關產品質量,打造螺旋管行業標桿!
銷售服務熱線:
13821538517
管端機械擴徑是重大管線用螺旋焊管提高管端幾何尺寸精度、方便管道施工的重要工藝環節, 通過對管端擴徑力的計算與分析, 校核了設備的能力, 提出了設備改進方案, 并在西二線大口徑螺旋焊管生產設備改造實踐中得到成功驗證, 設備的可靠性得到保證。 0 前言 西
管端機械擴徑是重大管線用螺旋焊管提高管端幾何尺寸精度、方便管道施工的重要工藝環節, 通過對管端擴徑力的計算與分析, 校核了設備的能力, 提出了設備改進方案, 并在西二線大口徑螺旋焊管生產設備改造實踐中得到成功驗證, 設備的可靠性得到保證。
0 前言
西氣東輸一線是僅次于三峽工程的跨世紀工程,西氣東輸二線已于2008年初開工建設, 西起新疆的霍爾果斯, 經西安、南昌, 南下廣州, 東至上海, 干線全長4 859km, 加上若干條支線, 管道總長度超過7 000km, 于2010年建成通氣。西氣東輸二線的建設里程和投資都遠遠超過西氣東輸一線, 其中螺旋焊管鋼級、厚度和口徑均比西一線明顯提高, 達到了X80, <1 219mm ×18.4mm。管端擴徑機作為螺旋焊管生產線精整段關鍵設備之一, 國內大多數制管企業基本上是在西氣東輸一線建設過程中才投入使用的,由于當時國內對機械擴徑關鍵技術研究和應用較少,同時對國內外油氣管線日新月異的發展趨勢也始料未及, 制管設備近年來更新換代的步伐明顯加快, 所以, 在西氣東輸二線鋼管試制和試生產中, 設備原來的薄弱環節也逐漸表現出來, 迄待及時改進提高。
1 管端擴徑機的結構及工作原理
1.1 擴徑機主要結構簡介
為了簡化管端擴徑機的結構, 一般設置專門崗位提前去除擴徑范圍內的內焊縫凸出母材部分, 使焊縫處的曲率與焊縫附近母材處的曲率一致; 鋼管的移動動作由其它輔助機構完成; 人工管端清理內壁, 去除氧化皮及污物, 保證擴徑頭模片及錐體的清潔; 人工檢查擴徑前后鋼管具有的直徑和橢圓度。擴徑機組成分為主機部分和輔機部分, 主機部分有滑座、龍門機架、提升裝置、主油缸及擴徑單元等, 輔機部分有液壓、潤滑和電氣系統等。主機結構如圖1所示。
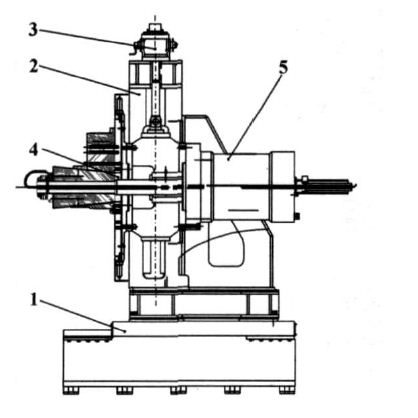
圖1 主機結構
主機部分功能如下:滑座。滑座由床身、滑板及油缸等零部件組成,液壓油缸驅動滑板移動, 滑板滑道上設置有稀油潤滑油孔和油槽, 以減小床身移動阻力并減少磨損。
龍門機架。龍門機架安裝在滑座上, 是為了擴徑單元垂直移動而設計的, 可隨滑板前后移動。龍門架兩立柱為安裝架提供垂直移動導軌, 橫梁上安裝有安裝架的提升裝置, 這樣可使安裝在安裝架上的擴徑單元中心隨著不同規格鋼管中心而調整。
提升裝置。提升裝置由電機、減速機、蝸桿- 蝸輪及絲桿絲母機構組成, 可完成擴徑單元的升降調整運動, 它的行程控制采用了編碼器點位數字控制技術。油缸及擴徑單元。油缸安裝在安裝架后端, 擴徑單元安裝于支撐盤的前端, 通過活塞桿及活塞桿端部安裝的錐體把二者聯接起來。擴徑單元的主要部件為支撐盤, 它主要用來安裝模具, 并為模具移動提供導向及支撐作用, 支撐盤周邊上設置了12 個小油缸,以滿足模塊對中復位。
1.2 管端擴徑工作原理
管端機械擴徑是在擴徑模具的作用下,使管坯端部一定范圍直徑擴大的一種成形工藝, 機械擴徑的工藝原理如圖2所示。
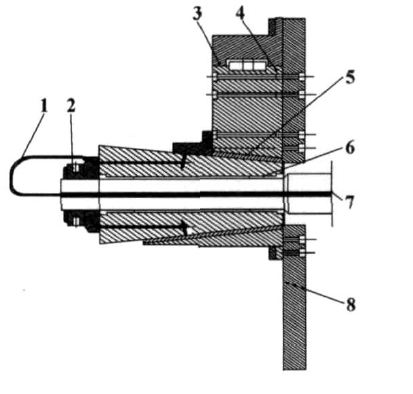
圖2 機械擴徑原理
每種鋼管規格相對應的模具均由12 塊模塊組成, 模塊底面緊貼在正十二棱錐的錐面上可以滑動, 其后端面可沿支撐盤做徑向移動, 支撐盤上開有T型槽, T型槽內裝有T型滑塊, 12 塊模塊用螺釘分別與T型滑塊聯接, 模塊由圓弧型模片與模座聯結組成, 模塊的端面還通過止口與T型滑塊定位聯結。錐體與拉桿通過螺母聯結在一起。擴徑時靠動力源(油缸) 拉動拉桿, 當拉桿受到水平方向的拉力往復運動時, 錐體也水平移動, 模塊外徑也就反復“擴大- 縮小”變化。模塊外圓縮小時, 將直徑規格相應的鋼管套在模塊外圓上, 當模塊向外擴張時, 鋼管母材沿鋼管周向被拉伸而產生塑性變形, 同時使管徑向外擴脹。嚴格控制模具擴張量, 一般由脈沖編碼器測量主油缸行程, 達到精確設定和控制擴徑量的目的, 可以得到尺寸、圓度等精度很高的管端形狀, 這一過程就稱為管端擴徑, 其目的是為了管端整圓, 管端直徑統一。對于不同規格的管徑, 只需更換不同的模具即可滿足要求。管端經過擴徑后, 可消除成型和焊接產生的部分內應力, 使內應力沿管壁分布較均勻, 擴徑段的直徑尺寸及圓度能夠達到規定的精度。
2 設備改造后使用效果
核心改造部分結構如圖4 所示。改造后設備立即投入西氣東輸二線螺旋焊管生產過程中, 經過近一年多時間使用表明, 設備機械部分和液壓系統運行正常, 未出現任何設備事故, 西氣東輸二線鋼管管端周長和橢圓度完全達到了標準規定, 基本杜絕了管徑超差造成的報廢和降級現象, 大大提高了鋼管合格率。
從在西氣東輸二線管道施工用戶回訪中反映, 寶雞石油鋼管有限責任公司本部所生產的20 多萬t鋼管橢圓度好, 易于施工, 質量達到了國際先進水平,加快了施工進度, 深受施工單位的歡迎, 取得了良好的經濟效益和社會效益。該項改造方案也已成為其它兄弟管廠改造參考的模式之一。
3 結束語
機械擴徑工藝簡單, 模具磨損時可進行調整補償, 螺旋焊管管端經過機械擴徑工藝, 具有端部尺寸精確的優點, 對于保證厚壁、高屈服強度及大口徑規格的鋼管的幾何尺寸精度至關重要, 為水壓試驗、鋼管對接等后道工序創造了極大的便利條件。今后幾年是管道建設的高峰期, 僅中國石油就將新建各類油氣管道34條, 總里程3.7萬km, 超過前50年的總和,這為X80以上大口徑高強度焊管擴徑機的生產應用提供了難得的發展機遇。
手機:13821538517
聯系人:程經理
地址:天津市靜海縣工業園